<<< Lean transformation for Industry 5.0 production
Lean transformation for Industry 5.0 production
// Ildar Tuzmukhamedov 08/03/2023
Abstract
This publication examines three main areas of focus for organizations that implement Lean manufacturing in a modern transition into Industry 4.0 and develops an idea of Industry 5.0 Lean, which will move concentration of human effort from Production to Post-Production, while human control and oversight in fully automated and autonomous Industry 5.0 Production will be considered a waste and completely eliminated by Artificial Intelligence.
Three main attention areas of Lean in traditional modern setting
The concept of a Black Box is familiar to everyone who once participated in projects implementations in science or engineering – what happens inside is hidden from the observer, but there are known and observed inputs and outputs. If we compare black box to organization, it is not necessary that manufacturing companies are non-transparent black boxes, but most of them have unique organizational structure and approach to production, and we use universal tools to measure efficiency of them, with known inputs and outputs – time and cost of the process, quality of the finished product. Manufacturing “black boxes” are not static, most of them evolve and continuously improve efficiency by using knowledge, and Lean manufacturing is one of knowledge sets of standard terminology and guidelines to diagnose the current state of organization’s health, develop ways to increase efficiency, depending on the goals and what is seen as efficient by initiators of Lean implementation, document the future desired state the organization wishes to move towards, and format strategic and tactical steps to reach the goal. Besides that, Lean converts the way of thinking within organization into Continuous improvement mentality, which becomes organizational culture, influencing every member to be involved into making incremental small improvement steps in their area of responsibility to gain an overall synergetic effect of significant growth of output, quality, and efficiency.
Fig. 1 Three main areas of attention for traditional Lean implementation
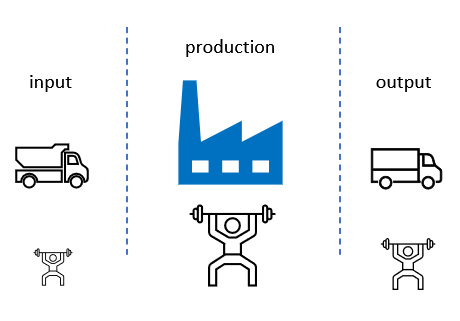 Source: author’s illustration
Source: author’s illustration
|
Average Lean implementation will focus mostly on improvements in production and building Lean culture in organization.
A less weighted attention will be on finished products, and the least – on incoming resources. |
Traditional Lean implementation project will focus main attention of Lean project team on production processes and developing Lean organizational culture. Author made this assumption based on resources of Science Direct – a comprehensive bibliographic database of scientific and medical publications. Using key phrase “Lean manufacturing” the first ten pages of search results [1] would list ~90% percent of articles focusing on methods and methodologies used to transform production processes inside organizations.
Changes inside the production area will indirectly also impact both input and output areas, of course, and the output will be changed significantly more than input. But besides that, Lean methods also include analyzing and performing improvement transformations in both of these areas specifically. What is meant here by “transformations in input and output areas” is implementation of Lean methods on the work that is done by organization to procure and receive raw materials, energy and other resources that act as input, and the part of work that is related with storage, delivery and post-production (testing, assembly, commissioning etc.) of finished product to the customer and related with the finished product post-sale service, maintenance, upgrading, utilization, refurbishing and recycling.
This summary of Lean is made to have a basis model for comparison.
Different Lean for Industry 5.0
Lean Knowledge comprehensively touches upon many disciplines at once. Lean, no doubt, begins with Philosophy – mother of all sciences. It is also about practicality of material sciences, fundamentality of exact sciences and the vast world of humanitarian sciences, - while developing Lean knowledge we can talk in terms of all of them at once or different subjects separately and there will be no mistake of right course or direction, if it leads to the main goal of Lean mission – getting better, making things better.
We could argue with some argument-savvy sort of people what “getting better” might mean. Say, at some point my thoughts would end up with some conclusions that Jared Diamond makes in his epic “Guns, Germs and Steel” [2] or “Collapse” [3]: by doing Lean, aren’t we getting rid of waste solely to create more “real waste”, meaning pollution, garbage? First, second, third, and now - fourth industrial revolution, for what? To produce and consume more? All consumer goods packed-and-wrapped or made of different types of plastic that end up in worrying, sometimes horrifying pictures and shows on Discovery or National Geographic devoted to contemporary ecological problems.
Follow my thought, please, if you are not bored: Her Majesty Evolution, by countless trials and errors, making all sorts of variations and variances in our genes, adding and subtracting bones, fingers, tails, playing with micro bacterial flora proportions in our digestions system, achieved some sort of a perfect product – a walking self-sufficient model of artificial intelligence that we call natural intelligence, - our own species.
But in Lean manufacturing it seems like eliminating variances is viewed as the highest measure of productivity, which directly contradicts Nature’s method of creating variances to improve survivability. Reader, if you are smiling, this is good, I wanted it to sound funny.
So, in our Lean webinars many of us wanted to talk about transformation of Lean in terms of Industry 4.0 – how new technologies will impact and improve manufacturing of the future and especially, about Artificial Intelligence, that should make the dream of all idlers come true – “someone else will be thinking for us”, many humans just naturally don’t like it – it is a very energy-consuming process.
The dilemma is here – variances are waste, deviations are unproductive for normal human-built production process, which is aiming to produce more, or wants to produce for the least expense possible, or desires to produce a yet unknown incredibly high consumer value. Methods of Lean focus on getting rid of waste and reducing variances to make a standard “closest to perfect” product, with faster production speed, for a decreased cost. Many businesses want to be Lean, want to produce faster, want to measure efficiency by a very human-made abstract idea of cost in terms of money – which is not ideal, because it only reflect the consumer’s value, it does not honestly reflect the damage it makes to our habitat environment – exploration of natural resources, consumed oxygen, polluted water and soil, damage it makes to society – in races for income, salaries and careers in the raised comfort of living, human being does not become happier, does not make more free time for family or hobbies, as we see: we add automation, computers and networked tools and this only borrows more time for education from our other parts of life, makes the level of stress, anxiety and feeling of helplessness grow, causes societal conflicts and mutual destruction.
There is no way back to the steampunk era, to burn coal and wood, move everything with the power of heated vaporized water, no turning around to craft production and farming, riding horses and hunting. Would not work for 9 billion people, which statisticians say will be the total Earth’s population by 2040: to feed, educate, make clothes, homes, household items, transportation and medicals for so many people we are already behind the non-return point and any sudden “black swan” [4] in energy production, water shortage, massive crop failure or global pandemics will lead us to a huge societal disaster, so well described by Mr. Diamond in his “Collapse” [3].
To give a proposal of vision of future, after all this amount of text, I would emphasize on the elimination of unnecessary waste feature of Lean: in my opinion, The 5th Industrial Revolution, Industry 5.0 will be eliminating the participation of human control, leaving us the role of an observer and “Stop” button operator.
5th Industrial revolution: Industry 5.0
The lowest and the most efficient programming language that a human being is able to write computer commands and programs is Assembler. It is one step above machine binary language of “0”s and “1”s that computers use to actually process information and communicate via networks.
So far, programming computers in programming languages was and will stay the main attribute of parent-child relationship between creator of the computer and computer. Processors implement commands, coded in certain order, with added conditional statements and loops, they are using peripheral devices to write, read, save, collect and transfer data, which is sent electronically via circuits, that amplify, modify the frequency, increase or decrease the power of electrical signals, that are received from electronic sensors, or sent to transducers and transformers of electrical energy into other forms of power – motion, pressure, rotation, illumination, light, sound, x-ray, magnetic etc. This is a very brief description of how the whole infrastructure of modern computer technologies works for our civilization.
We finally achieved the state, when we were able to recreate a model of neuronal networks in the brain and build a logic, that simulates the consciousness of a human being, encoded in a programming language, readable and editable by us, and that is being converted by computer processing into machine language and at the moment this computer program is launched - the magic takes place and begins the journey of autonomous sentient being, living until it has resources to stay alive: electricity will run in electronic circuits, like oxygen is carried by blood in our physical bodies, until it shuts down by special commands or power turns off. We named it AI.
Science is searching for problems solutions in the most optimal way: integration and differentiation, linear algebra, matrices, and Fourier transform are used for finding the shortest way to desired outcome. Computers and machine logic are built as perfect tools for calculating solutions of optimization problems, this makes them principal participants of modern Lean projects.
Introduction of AI, as we expect, will significantly reduce time to build relationships and calculate correlations between different parameters and data, which before AI was done by professional programmers - scarce resource, based on length of time to educate and train these specialists. These professionals’ task is to “explain” the computer how to manipulate the data and define which part of information needs to be used for what, and what operations to perform to receive the outcome. With the introduction of Artificial Intelligence computers are learning to implement these tasks autonomously, this is why AI systems stand so above regular software applications and herald a new era in computing.
What Industry 4.0 doesn’t do, but Industry 5.0 will do
In the whole diversity of tools of Industry 4.0, most of them keep producing the waste of conversion of digital data into human-readable format, or anything that the human being can see and interpret to make a decision and submit approval for the next step. This can be written reports, graphs, visual simulation models for augmented/virtual reality devices. After that, time is wasted on a human operator or engineer to take a decision and convert back their response into digital format and send back to the automated production line. All this time and effort is waste. Lean operating systems of the next generation in Industry 5.0 will eliminate human interaction and human control in fully autonomous automated production processes.
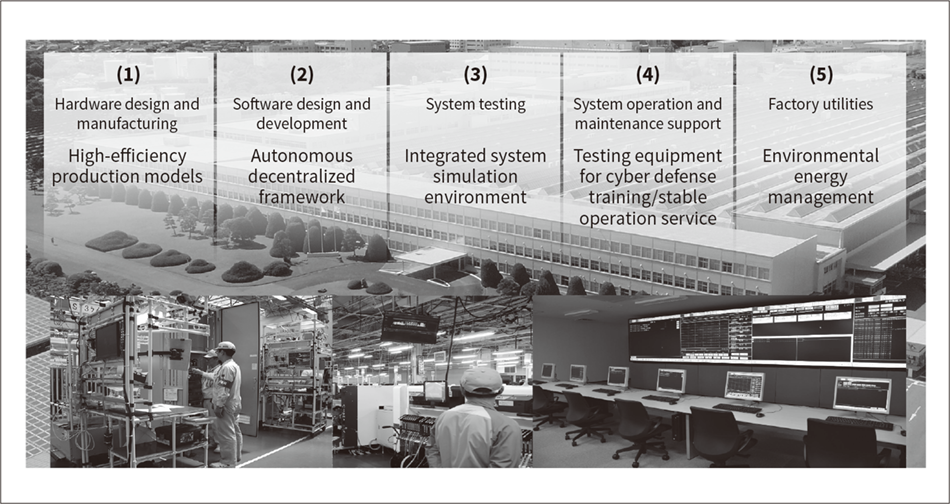
In the article “World-Leading Advanced Factory “Lighthouse” and its Information and Control Systems” [5], World Economic Forum-selected Hitachi describes its Industry 4.0-Lighthouse transformation experience, that uses “Predictive Lean Operating System”, presented as an evolution of traditional Lean manufacturing. The main characteristic of Predictive Lean is described as “ability to predict variances BEFORE they happen”, and this, as authors note, is a main advantage of new technologies, computer and mobile networks and AI, that allow manufacturers to develop more customer-centric, sustainable, energy-efficient, cost-effective, faster-changing, agile and flexible business environment.
The system is modular, subsystems are highly autonomous, this helps Predictive Lean Operating System to be scalable and flexible to react to sudden downturns, or expand, when demand for production increases. Processes are automated, monitored and controlled real time, production works by a continuous flow model. We see that essential parts of this production system are Visualization and Simulation, Lean manufacturing of Industry 4.0 factory is human-monitored, human-controlled, human-adjusted and human-maintained in general.
Fig 2. Omika Works Predictive Lean Operating System
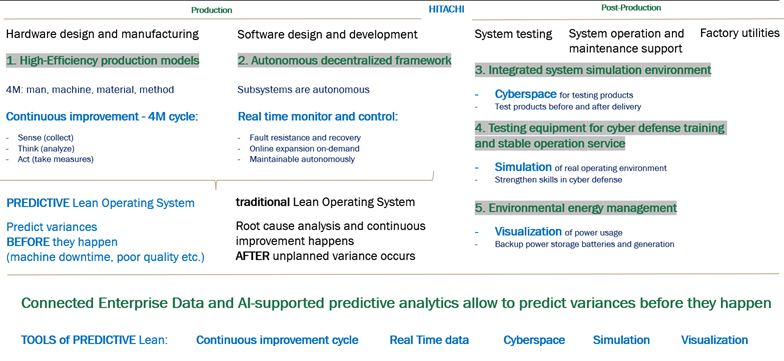 Source: https://www.hitachi.com/rev/archive/2021/r2021_05/05a01/image/fig_02.png author’s illustration
Source: https://www.hitachi.com/rev/archive/2021/r2021_05/05a01/image/fig_02.png author’s illustration
Conversion of digital data to communicate with humans will become redundant in the Industry 5.0 Lean production lines. Digitalized data will flow in binary format though neuronal networks of manufacturing plant without conversion and the need to be represented in human-readable or human-sensed form, and this will turn the whole production process of the factory into an artificial organism, where the brain of the system - Artificial Intelligence, will be fully governing production processes flow autonomously.
Industry 4.0 tools only change the interface from paperwork into touchscreen electronic documents, to use them on laptop or tablets screens, still having to input data, save it, send or transfer for reviews or processing, summarize and categorize before feeding information into some processing system and then evaluate outcomes by reading and taking decisions by qualified engineers, managers and specialists.
In Industry 5.0 this kind of human control and interfacing is eliminated. AI does not need to fill any forms, read them, build reports or visualize as graphs or charts to take decisions. For AI “brain’s” neuronal networks this all just needs to be a flow of binary digits, that may run without any stops and delays through processors and circuits, and without any outcomes and charts decisions are taken as a part of the flow, and corrections are made at the moment when the sensors of the systems are indicating fluctuations of parameters, some slight changes of temperature, pressure, speed, that make AI to react by preventing variances BEFORE they happen, that already takes place in Predictive Lean Operating Systems, but still requires interaction with human intelligence.
This is a typical representation of human-readable format (Figure 3), that requires to be filled, to have identifiers, categorized or catalogued, information from this form will be rewritten somewhere else, summarized and the outcome of the work that this form is intended to serve for, will finally be produced by some human decision maker, who will verify and approve changes to some work processes and procedures in order to improve them. This is INVENTORY of INFORMATION. And we remember that in Lean inventory means WIP, means Waste, subject to elimination.
Fig 3. Standardized Work Sheet
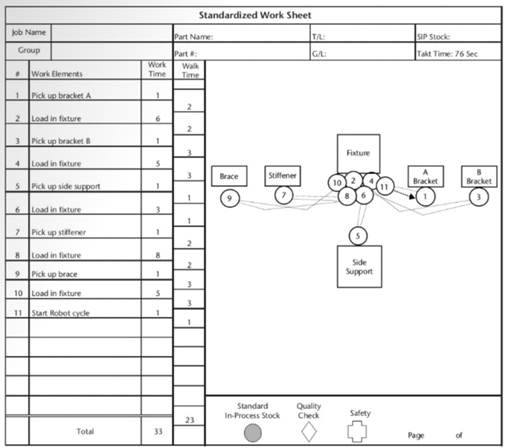 Source: Toyota Way Fieldbook (2006), J.K.Liker, D. Meier [7]
Source: Toyota Way Fieldbook (2006), J.K.Liker, D. Meier [7]
“Pull” from “Supermarket” method to “Restaurant” 3D printer”
Taiichi Ohno’s idea of a Supermarket “pull” method goes further when abstractly developed into a “Restaurant” model.
In restaurants customers receive ordered dishes “just-in-time” for immediate consumption, without even allowing any inventory of finished product to build up and accumulate. There are even different types of restaurants to look at: fast-food restaurants when the customer is not willing to wait and would review any loss of time in a queue as a waste, and a luxury restaurant, where customer pays for his time spent in a pleasant place: listening to live music, meeting with friends or colleagues and sometimes expecting this time as investment by building informal relationships for business at the leisurely meal with expensive drinks and dishes.
In both cases, Restaurant model implies ordering and consuming the ordered product “just-in-time”, when the customer’s need is satisfied immediately at the point of sale. No “inventory making” delays or logistics are required at all, and this is the most customer-centric model of Lean production, as there is no inventory accumulated, finished product is consumed almost immediately when it is ready – “as close to the customer as possible, delivered and consumed as soon as possible”.
How the Restaurant model of Lean production is possible when we talk about manufacturing non-food items. The answer would be emerging and currently actively researched and growing sector of Additive manufacturing and 3D-printing. And 3D printing here sometimes may imply the technical process that does not necessarily involve layer-by-layer build-up of a finished product by extrusion of raw material, but also be an umbrella definition for a more complex process, that just looks to the customer like the process of sending the 3D image of the product from computer to the printer and receiving the finished product at the output.
Fig 4. "3D printer" model on A3 and Future State VSM of "X" Design Center
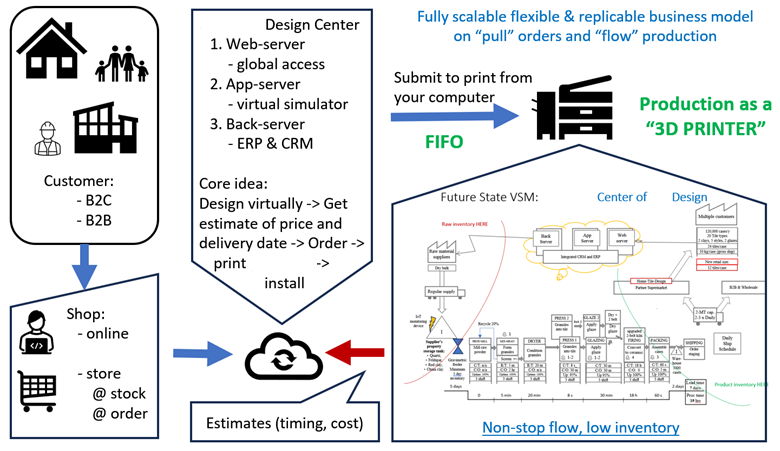 Source: Future State VSM exercise of hypothetic production line, MSE 597 course, Purdue University, author’s illustration
Source: Future State VSM exercise of hypothetic production line, MSE 597 course, Purdue University, author’s illustration
3D printing may in fact hide a production process at some distantly located factory, like demonstrated in Figure 4 example of A3 and future-state VSM, when the customer of "X" Design Center uses a website with 3D visual design tool to choose the products for bathroom and kitchen, builds a visual simulation model, compares it with different combinations and configurations of furniture, lighting, decoration etc. The output of automated process for the user will be professional drawings and estimates of the project, including proposed time when the tiles will be ready for pick up at the local partnering supermarket (free delivery) or delivered to the door. The design project may also be integrated with other production lines of partnering companies – manufacturers of pluming equipment, HVAC, lighting, furniture, etc. so that integrated on-line application will produce the synergetic effect for all the participants and help different manufacturers involved to be as close to the customer as possible during the whole implementation of the project and reach some of Lean goals in a united effort.
3D printing merges with Additive manufacturing for producing finished products for customers as close as possible to them, delivered and consumed just in time when the customer decides to order and buy, without making inventory. In terms of Engineering, broad categories of material transformation are used: extrusion, powder bed fusion, binder jetting, sheet lamination, material jetting, vat photopolymerization, and directed energy deposition. These technologies have advantages and limitations of raw material cost, speed of processing, mechanical properties and reliability of the finished product. Raw materials in additive manufacturing may include polymers (plastics), ceramics, and metals, which in combinations form different types of composite materials. To perform the transformation of raw material into the aggregate state of the finished product, usually temperature treatment is used, although other methods or combinations of methods may be used, like chemical, laser, electron beam, ultrasound, plasma arc etc, to melt and bind molecules of raw materials together [6].
The author has personal experience of restoring geometric sizes of the main shaft of oil drilling rig hydraulic top-drive by using one of the methods of Additive manufacturing. The shaft was eaten by the mix of hydraulic oil and the metallic powder, which was remnants of friction-destroyed China-made low-quality ball bearing. Plasma-spraying of Nickel powder was a great money-saving solution to return the top-drive into working condition in Siberia, instead of sending it to the closest repair facility in Germany. Also, a great proof of the concept “produce as close to the customer as possible.”
Fig 5. Plasma-Spraying technology of Additive manufacturing
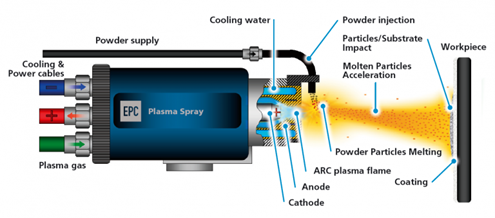 Source: https://www.ep-coatings.com/processes/plasma-spraying/ [8]
Source: https://www.ep-coatings.com/processes/plasma-spraying/ [8]
In author’s opinion, Restaurant 3D printer model of production is the direction where Taiichi Ohno’s Supermarket “Pull” method is drifting with the use of current technologies, computer and mobile networks and digitalization.
Think of production that in many industries will develop into production of universal modules. You can 3D Print universal modules at 3D printing/additive manufacturing lines anywhere with little cost, by the same principle as you can go to any Post Office and print your document. There will be no expenses associated with transportation of these items across the oceans or continents. The modules, based on Arduino or Raspberry chips, all combined and interconnected like Lego parts, may serve different goals and make IoT devices of various purposes or become parts for bigger projects: security systems, industrial robots, UAVs, etc. This will be a realization of a concept: "Assemble for the purpose".
Combinations of different hardware modules, depending on uploaded firmware and software may implement different functions for the customer.
Lean efforts of Industry 5.0 are for Post-Production
It is time to complete the comparison of traditional Lean manufacturing and what we may expect in Industry 5.0 Lean projects.
| Traditional
(includes Industry 4.0 Predictive OS)
Main area of attention – Production and optimization of production flow
|
Industry 5.0
Main area of attention – Output or Post-Production |
Human control and oversight over production processes |
Human control and oversight over Post-production processes
|
Fig 6. Three main areas of attention for Lean implementation in Industry 5.0
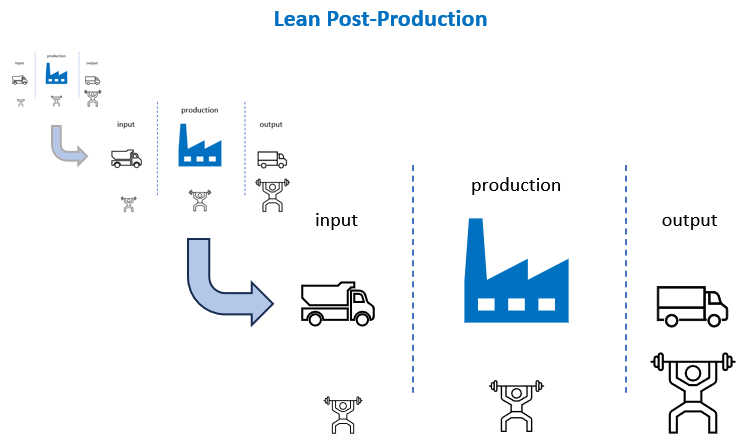 Source: author’s illustration
Source: author’s illustration
Industry 5.0 represents a paradigm shift where artificial intelligence controls manufacturing processes with no human oversight. Rather than converting data into human-readable formats for analysis and decision-making, data flows straight to AI systems. This eliminates waste associated with human sense-making, communication, and control.
Traditional Lean uses visualization tools like production control boards, metrics boards, or A3 reports with data that people must interpret and act on [9,10]. In Industry 5.0, raw data flows directly to machine learning algorithms to adjust processes without any human intervention.
Likewise, AI uses real-time sensor data to instantly tune parameters before deviations occur, preventing variability. This exceeds Predictive Lean's goal of predicting and responding to variances. Humans are no longer needed in the loop for control and improvement. Production is a non-stop continuous flow, ideal representation of “Pull” method described by 3D printer concept: customer chooses what he wants to order, customizes it to his own preferences, and sends to “print” to manufacture, which universally produces wide variety of products by making and assembling different combinations of components, “Assembles for the purpose” to make the finished product that the customer wants.
Where human participation is expected is in Post-Production, where the customer is located. First of all, for human-to-human interaction, to make sure the customer is satisfied with the product, and to follow the Post-Production after-sales procedures of service, maintenance, utilization, etc.
Finally, before the end customer, output is the input for another organization. The interconnected supply chain in industry 5.0 will at another level require a responsibility to preserve quality output for every supplier. The production flow between members of the supply chain will be as well an area of attention of AIs that may form temporary or permanent Super-AI clusters.
Conclusion
Organizations that today transform their manufacturing lines for Industry 4.0 and Predictive Lean Operating Systems, may want strategically project what the next generation of Industry 5.0 Lean manufacturing may bring with further development of technologies, and sustainability challenges.
• Technological advancement matters for taking leadership, investments made into Real-time data collection and processing, AI and Machine Learning, will enable adaptability, flexibility and agility.
• Complex supply chains with highly automated and robotized production lines will become the main drivers of transition to autonomous Lean manufacturing flow.
• Transforming for Industry 5.0 will mean building foundational capabilities, developing digital ecosystems, and continuous innovation.
Responsible implementation of AI-driven production will require extensive testing, ethics reviews, and human control of AI goal setting. Optimization should focus on sustainability, quality of life, and broad human development, not just efficiency. AI-enabled Lean must serve human needs - economic, social, psychological, and spiritual [11].
Lean aims to create value by eliminating waste. Industry 5.0 uses AI to achieve this by removing human control, but purely automated optimization risks dehumanization. The benefits of variability, human oversight, and moral judgement should not be considered universally wasteful. AI-enabled Lean must ultimately serve human well-being, not just efficiency. Technological disruption calls for wisdom in directing innovation toward human flourishing and sustainability [12].
Lean is adaptation and improvement, and Leaning the Lean comes to mind, when serious and very smart tools like AI and ML (Artificial Intelligence and Machine Learning) are ready to serve the purpose of streamlining efficiency in all existing processes, and the unknown variable at risk is happiness of a human being (user, customer, employee, entrepreneur) and sustainable future of generations to come.
While AI promises waste reduction, its implementation for Lean poses ethical and practical challenges:
1. AI optimization goals may not align with human well-being. Efficiency and cost reduction should enable human flourishing, not just become ends in themselves.
2. Variability allows natural selection and adaptation. Totally controlled systems lose this evolutionary capacity.
3. Prediction can produce overconfidence, discouraging empirical learning.
4. AI requires massive data flows. Cybersecurity, protecting privacy and intellectual property are important.
5. Humans desire some control and oversight, even if it generates waste. AI should augment humans, not totally replace them.
6. AI lacks human context for moral and ethical judgement. Its goals must align with human values.
References
1. https://www.sciencedirect.com/search?qs=Lean%20manufacturing – search results in Science Direct for "Lean Manufacturing" to represent the ratio of Lean projects attention to three main areas – input, production, output.
2. Guns, Germs and Steel: The Fates of Human Societies, J. Diamond, 1997.
3. Collapse, J. Diamond, 2005.
4. The Black Swan, N. Taleb, 2007.
5. https://www.hitachi.com/rev/archive/2021/r2021_05/05a01/index.html - World-leading Advanced Factory “Lighthouse” and Its Information and Control Systems. Satoru Akasaka, Naoko Ochi.
6. https://www.sciencedirect.com/science/article/abs/pii/S0278612523000729 - Direct additive manufacturing of metal parts for automotive applications. Nanzhu Zhao, Mohan Parthasarathy, Sandeep Patil, David Coates, Kyle Myers, Hanyu Zhu, Wei Li. https://doi.org/10.1016/j.jmsy.2023.04.008
7. Toyota Way Fieldbook (2006), J.K.Liker, D. Meier
8. https://www.ep-coatings.com/processes/plasma-spraying/ - Plasma Spraying, Engineering Performance Coatings
9. The Toyota Way, J. Liker, 2021.
10. Toyota Culture: The heart and Soul of the Toyota Way. J. K. Liker, M. Hoseus and Center for Quality People and Organizations, 2008, McGraw-Hill.
11. The Principles of Product Development Flow: Second Generation Lean Development. D. G. Reinertsen, 2009, Celeritas Publishing.
12. The Lean Startup, E. Ries, 2011 (first edition).
|





{kind=link}